← 返回











BHZG系列直管对接自动焊机
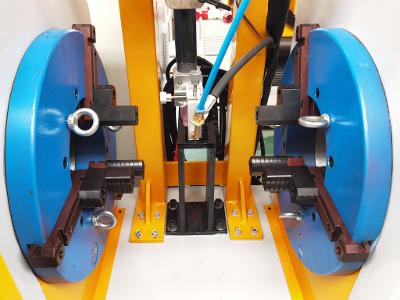
设备简介
该BHZG系列直管对接自动焊机主要用于多段直长管的接长环缝自动焊接,采用双卡盘或四卡盘夹紧,卡盘中空,管子从中穿过,两头卡盘分别夹持两根直管段进行旋转;直管段焊接前无需固定点焊,通过卡盘带动管段同步旋转,焊枪位于工件上方相对固定的位置进行摆动焊接,实现单面焊双面成型,满足多根直管的对接环缝的高质量焊接需求,另可配置自动上下料系统及物流传送系统组成直管对接生产线进行焊接流水作业。
焊接质量
- 焊接质量好,焊缝RT/UT检测合格;
- 满足通球试验或冲击、拉伸、弯曲等力学性能检验要求;
- 焊缝成型美观,无气孔、咬边、裂纹、夹渣、未焊透、未熔合等缺陷。
性能参数
| 设备型号 | BHZG-3 | BHZG-4 | BHZG-8 |
|---|---|---|---|
| 适用管径 | Φ22–76mm | Φ32–114mm | Φ60–219mm |
| 适用材质 | 碳钢、合金钢、不锈钢、铜镍合金等 | ||
| 适用坡口型式 | 单 V(30°、37.5°)坡口或 U 型坡口 | ||
| 工件形式 | 直长管与直长管对接环焊缝的焊接 | ||
| 焊接工艺 | □ TIG □ 热丝 TIG | ||
| 焊接速度 | TIG:70–150 mm/min 热丝 TIG:200–300 mm/min | ||
| 工艺特点 | 双头双卡盘或四卡盘同步夹持、同步旋转焊接;焊接前焊口无需预先点焊固定 | ||
| 焊接方式 | 工件旋转,焊枪摆动焊接 | ||
| 多层多道焊接 | 可选择单层焊接,也可选择多层多道连续自动焊接完成 | ||
| 控制方式 | WPS焊接工艺专家库系统,自动程序控制 | ||
| 设备基本组成 | 直管对接焊主机 + 自动升降机座 + 数控控制系统 + 焊接电源 | ||
| 卡盘选配形式 | □ 两组气动卡盘 □ 四组气动卡盘 | ||
※因产品不断迭代升级及不同行业用户使用情况不同,配置及性能参数以产品订购时为准。
{kind=link}